
Since its foundation, the company has been fully engaged in the detection and correction of the unbalance in rotating components. Its mission is the radical minimization of the residual unbalance as well as the time required to achieve this result even in very complex applications.
Whether are flat, cylindrical, profiled or special, the grinding machines have the responsibility of the last step in the mechanical machining process by ensuring the high standards of precision: size, profile, flatness, circularity, cylindricity, conicity, as well as the work-piece quality. For this reason it is essential to preserve the stability of the grinding process over the time and whenever possible increase the machining performances. Bertrand Bresson, Sales Manager of Balance Systems France, describes the areas with a real potential of improvement.
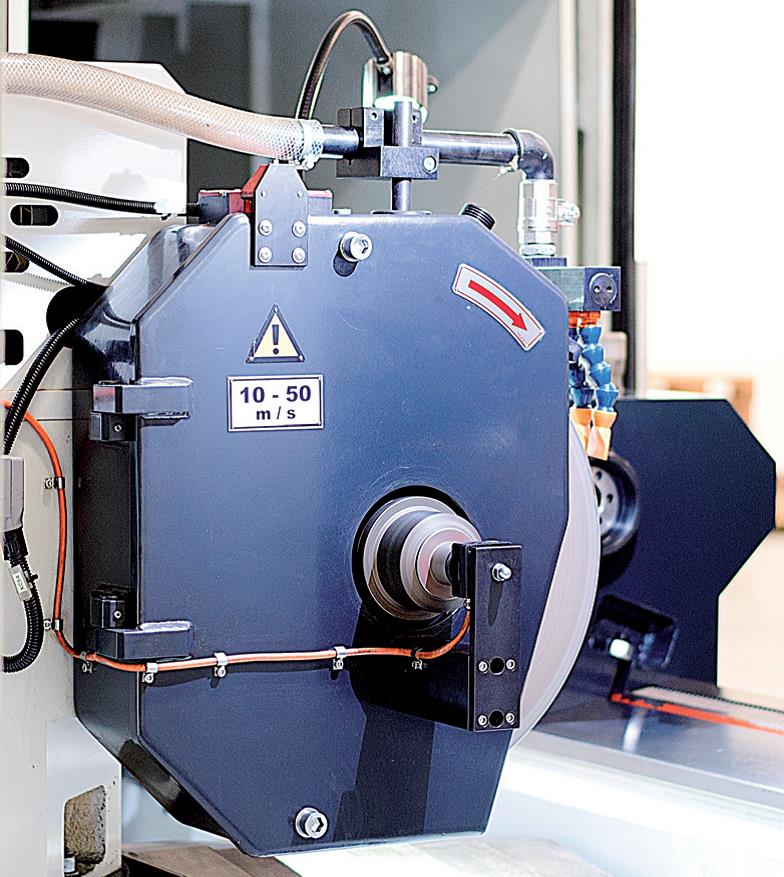
GRINDING WHEEL BALANCING
Any good grinding machine operator well knows the negative effects of the wheel’s unbalance on the final surface quality of the workpiece. When in rotation, especially in case of high RPMs, this unbalance generates an undesirable vibration on the spindle and consequently an irregular machining of the part. In addition geometric defects appear (facets) and the machine is under heavy strain: spindle bearings, slide rails and ball screws are directly stressed by this vibration and see their life shortened.
If a prior balancing of the grinding wheel, before installation in the machine, may appear as a solution, it is only a compromise. Indeed, among all the possible causes of wheel unbalance (e.g. eccentricity, irregular width, etc.), the main one is the heterogeneous nature of its material which leads to an irregular density distribution in its geometry. This has the consequence that after the first dressing cycle the unbalance arises again, even if no parts have been machined yet. Moreover, as the grinding wheel is wearing, it may occur that the unbalance phase moves by 180 degrees respect to the initial situation (i.e. pre-equilibrated grinding wheel), thus worsening the effects of vibration.
By correctly balancing the grinding wheel in the machine, the quality and productivity of the grinding process can be significantly improved.
Balance Systems is the creator of the moment free balancing heads (patented Symmetric Design) and of the wide range of balancing systems, which have allowed the company to be prized as a market leader. Today, the “Absolute Balancer technology”, developed for the VM25 controller, has deeply changed the sector by significantly increasing accuracy and balancing speed.
The Absolute Technology is based upon compact, digital components and a deterministic balancing algorithm. Quality, operating reliably and productivity are dramatically increased “, adds proudly Bertrand Bresson.
TOUCH DETECTION
A reliable and immediate detection of the contact between the wheel and the dressing unit or the workpiece can only be beneficial in terms of quality, productivity and safety of the machine. The most well-known use of touch detection function, it is the air gap elimination in order to reduce the grinding cycle time. This goal is achieved by moving the grinding wheel towards the workpiece in semi-fast speed until it detects the touch, to instantly switch to working speed. The same technique can be used for the detection of the wheel with the dressing as well as to fully control the dressing process (e.g. wheel profiling). By monitoring the touch signal in real time, it can be checked whether this signal is continuous from one edge of the wheel to the other. A discontinuous signal means that the grinding wheel is not fully profiled and that additional dressing steps are required. Once reached a continuous signal, the dressing cycle can be stopped without spending time in removing additional wheel material and consequently optimizing this process by increasing economy and productivity of the machine.
The “anti-crash” function is a safety element for the machine and the operator. Although this function is generally known and appreciated by the machine tools operators, it is not always properly implemented. In fact, many solutions are based only on the acoustic emission sensor technology (i.e. ultrasound signal). While this technology is generally suitable for detecting the wheel / workpiece or wheel / dressing touch, it is not always able to differentiate a normal contact from an abnormal collision. On the contrary, to guarantee the timely intervention in the event of a real collision and to avoid unnecessary machine stops, the reliability of the collision detection is a prerequisite.
For this reason Balance Systems’ superior solutions combine the simultaneous use of an acoustic emission sensor and an electric power transducer, which is connected between the motor drive and the spindle motor. The AE sensor is able to detect even the tiniest contact between the wheel and the workpiece thanks to its sensitivity while the power sensor is able to measure the intensity of contact, making it possible a reliable differentiation between the normal touch and the crash.
Today, the operating security is completely guaranteed thanks to the new digital technology developed by Balance Systems with its VM25 system: “digital processing of the acoustic emission signals associated with electrical power sensor ensures double reliability.

IN-PROCESS GAUGING
The full automatization of the grinding process, by detecting the dimensions (i.e. part diameters) and geometry (e.g. roundness and shape analysis) of the workpieces together with the active and passive positioning, ensures uniformity of production, guaranteeing quality and at the same time increasing machine productivity. Given the very tight machining tolerances, the gauging system must be reliable, suitable for the installation into a grinding machine (presence of coolant and sludge) and accurate.
In case of small production batches, another appreciated feature is the possibility to measure diameters ranging from 5 to 250 mm, through a quick adjustment, without changing equipment, with a resolution of 0,1 μm. In case of discontinuous surfaces (e.g. keyways, grease grooves, splines, etc.) the gauging system shall also correctly perform the measurement, by considering only the smooth parts of the pieces and always with a high resolution.
VM25 shows the eccentricity of the average diameter and the extent of the identified defects with 0.1 μm resolution. Furthermore VM25 ensures high-performance auto-calibration considering only the smooth parts of the piece.
Accuracy, versatility, reliability as well as the proper customization of the gauging group to the specific applications is the prerequisite to assure a stable and optimal in-process gauging.
Finally the new range of TGA absolute gauges allows to automatically perform in-process measurements, without manual retooling, up to 1000 mm for the larger diameters.
An excerpt of grinding machines retrofitted with Balance controllers includes: Chemnitz, Danobat, Famir, Favretto, Gendron, Ger, Giustina, Höfler, Junker, Landis, Matrix, Meccanodora, Mitsui Seiki, Msp, Nova, Prorectif, Rdc, Rosa Ermando, Saimp, Samputensili, Schaudt, Sos, Studer, Tacchella.