






Product Description
Need
The machining on cylindrical grinder is typically the last operation which is done on a workpiece with diameters that requires tight dimensional and geometric tolerances. To ensure this result, the dimensional control is a crucial stage of the machining process, for both the measuring timeliness and accuracy and for the costs.
In the mass production, the workpiece measuring control is automatically performed in the machine tool by means of high-precision gauges, each one zeroed on a specific master. Thanks to this process a constant quality and a high productivity are obtained, as times and costs of setup marginally affect the single piece.
In working with small or single part batches, the control of the diameters is manually carried out either directly
in the working space of the grinding machine or by bringing the workpiece in the metrology room. This classic approach takes time that dramatically reduces the productivity of the manufacturing process and introduces a high risk of scrap parts generating.
Solution
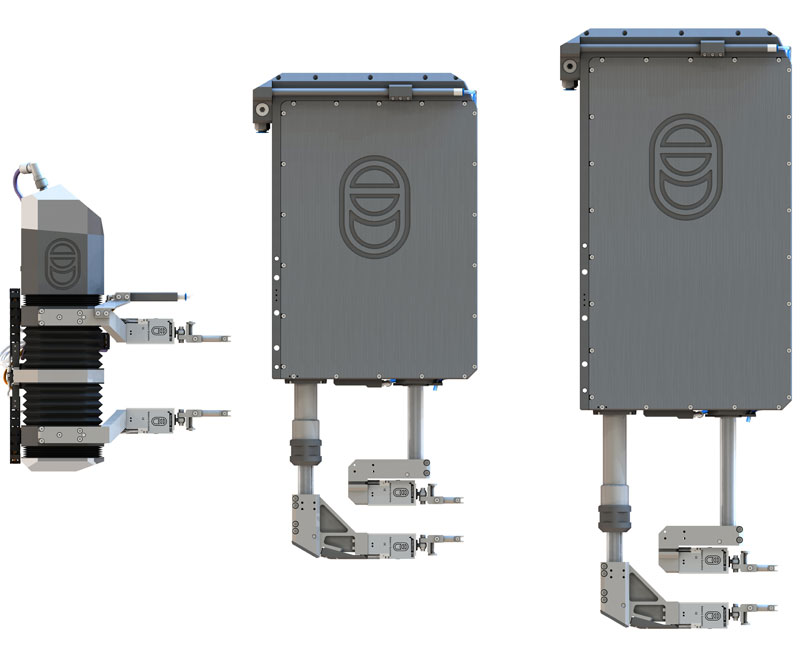
In order to increase the productivity of the grinding machine, ensuring a consistent high quality of production, either for single parts or small batch sizes, Balance Systems proposes the absolute automatic gauges from the Top Gauge Absolute line, directly installed on the grinding machine.
A Top Gauge Absolute measures, during pre, in and post-process cycles, all diameters within its measurement range, without the need to zero it on the single diameter.
It just requires a periodic and automatic calibration cycle on a master, preferably fitted in the machine working area. The product line Top Gauge Absolute includes several models to meet the measurement needs of pieces with different sizes: from small automotive shafts to large rolling mills.
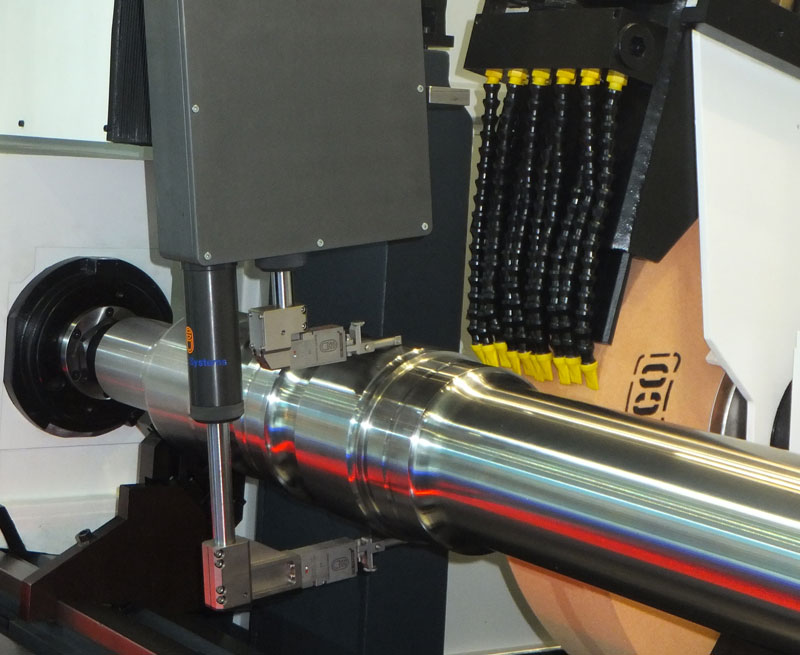
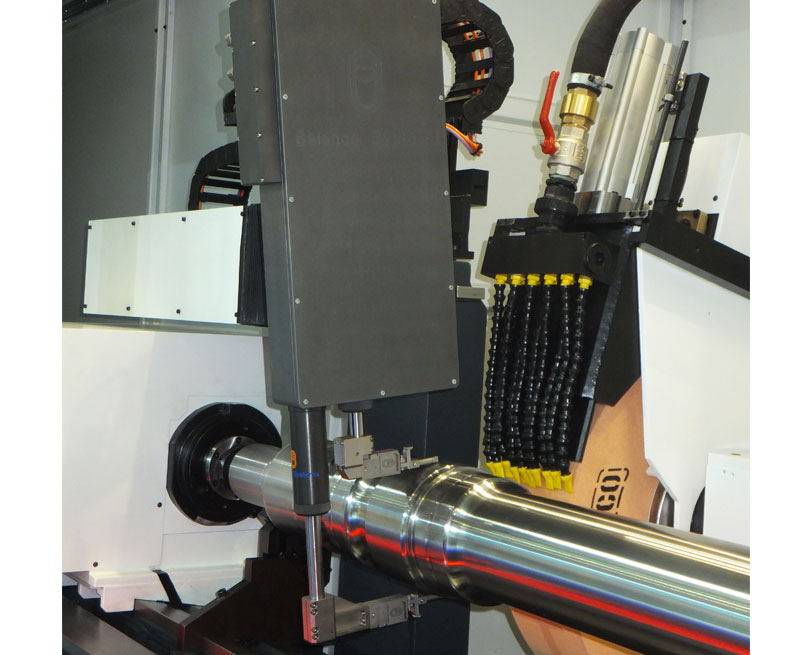
The acquisition of the measurement is continuously carried out on diameters with surfaces both smooth and interrupted, mantaining same speed, accuracy and precision of the traditional in-process gauges.
In this way, the removal speed of the grinder can be optimized in connection with the real size of the diameter being worked and its final size obtained, in any situation, regardless the wear of the grinding wheel and the thermal deviation.
Moreover, the information on the roundness allows the operator to take a prompt action to investigate and remove the causes of the process variation.
